


Schwere Lasten im Griff – Hochbelastete Trapezgewindetriebe für Hebeanlagen
Die Konzeption von hochbelasteten Trapezgewindetrieben ist die Basis für den sicheren und reibungslosen Betrieb von Hebeanlagen– und stellt an die Konstrukteure hohe Anforderungen.
Die in Fachkreisen bekannte Firma Bornemann Gewindetechnik stellt seit mehr als 25 Jahren Gewindespindeln und -muttern für viele Industriezweige her. Ein Schwerpunkt der Fertigung ist die Herstellung von einbaufertigen Trapezgewindetrieben, bestehend aus Spindeln und Muttersätzen, für Schwerlast-Hebeanlagen. Um einige Beispiele zu nennen: Hebeanlagen für Schienenfahrzeuge, Anlagen im Theater, beziehungsweise Bühnenbau und im Sondermaschinenbau. Auslegung und Konstruktion dieser Triebe sind die Voraussetzung für sicheren und reibungslosen Betrieb der Anlagen und stellen an die Konstrukteure hohe Anforderungen.
Aber worauf ist bei Gewindespindeln für Schwerlasten zu achten? Für Spindelhubtriebe die unter Last eine Flächenpressung von > 20 N/mm2 erreichen und zudem mit sehr geringen Umfangsgeschwindigkeiten arbeiten, ist eine konstante Schmierung der Tragflanken der Gewindeprofile zwingend erforderlich. Denn mangelhafte Schmierung kann zu erhöhtem Verschleiß, überhöhter Wärmeentwicklung und auch zu dem berüchtigten Stick-Slip Effekt führen.
Auf den Schmierstoff kommt es an
Der Stick-Slip-Effekt, der auch als Haftgleiteffekt bezeichnet wird, beschreibt das Ruckgleiten von gegeneinander bewegten Festkörpern. Der Effekt kann immer dann auftreten, wenn die Haftreibung größer ist als die Gleitreibung. Dies führt je nach tribologischem System zur Anregung von Schwingungen, die von einer resonanzfähigen Oberfläche als Geräusch abgestrahlt werden (kreischende und quietschende Spindeln).
Der Effekt verschwindet zumeist, sobald die Reibpartner durch einen Zwischen- beziehungsweise Schmierstoff getrennt werden. Der Stick-Slip-Effekt ist in technischen Anwendungen häufig unerwünscht. Negative Einflüsse durch den Stick-Slip-Effekt können unter anderem bei Lagern, Führungen in der Lineartechnik oder bei Gewindespindeln in der Hebetechnik beobachtet werden. Geräusche wie das Knarren einer Tür, das Quietschen von Eisenbahnen bei Kurvenfahrt sowie ratternde Scheibenwischer auf Autoscheiben sind die allgemein bekannten Folgen dieses Effektes.
Wenn dieser Effekt auftritt, kann dies an der Auswahl des Schmiermittels (Fett) liegen. Ralph Wuertele, Manager Application Engineering bei Klüber Lubrication, erklärt: „Gerade in Anlagen der Schwerlasthebetechnik können ungeeignete Schmierstoffe leicht zu Mangelschmierungszustanden führen, die einen erhöhten Verschleiß verursachen und somit zum vorzeitigen Ausfall der Anlage führen.“
Oftmals ist diese Erscheinung auch in der Ausführung der Spindeln begründet. Fehlende Schmiertaschen an der Tragflanke des Gewindeprofils verhindern, dass aufgebrachtes Schmiermittel verbleibt, wenn die Mutternprofile mit hoher Flächenbelastung über die Spindel gleiten. Entweder wird das Schmiermittel von der Flanke gepresst oder es wird vor der Mutter hergeschoben. In jedem Fall erfolgt ein Schmierfilmabriss, der anfangs Temperaturerhöhung und Stick-Slip mit zum Teil ohrenbetäubenden Geräuschen hervorruft und später zur Zerstörung des Gewindetriebes führt.
Bei Umfangsgeschwindigkeiten von wenigen cm/s ist die Anwesenheit von Schmierstoff oder das Vorhandensein von Schmiertaschen auf den Gewindespindeln absolut notwendig, um diesen Stick-Slip Effekt zu verhindern. Die Schmiertaschen verhindern, dass das Schmiermittel durch zu hohe Kantenpressung und allgemein hohen spezifischen Flachendruck einfach weggedrückt wird. Der Schmierstoff sollte idealerweise ein Fett mit Konsistenz 0 oder 00 sein und muss quasi in den Schmierspalt reingezogen werden.
Wie kann man nun diesem Problem begegnen? Bereits bei den Forderungen der Konstrukteure an die Ausführung der Gewindefertigung wird der Grundstein für die Unterbindung von Schmierproblemen und damit den Folgeproblemen gelegt. Gewindetriebe können in unterschiedlichen Herstellungsverfahren gefertigt werden: Das Gewindedrehen sowie das Gewindefräsen sind Verfahren, welche aus wirtschaftlichen Gründen für vorgenannte Gewindetriebe kaum noch angewendet werden. Beim Gewinderollen (oder Walzen) werden Gewindespindeln durch eine spanlose Kaltverformung hergestellt. Dieses Herstellungsverfahren ist durchaus wirtschaftlich, bedingt durch die sehr hohen Werkzeug- und Einrichtekosten aber meist nur in Großserien anwendbar.
Weicher Schnitt mit glatter Oberfläche
Des Weiteren begünstigen gerollte Gewindespindeln durch die absolut blanke Gewindeflanken-Oberfläche den Schmierfilmabriss. Das gerollt hergestellte Trapezgewinde hat durch den Verformungsprozess im Pragepolieren/Presspolieren eine zu hohe Flankenoberflächengüte, in der die Schmiertaschen fehlen. Demzufolge kann es zum gefürchteten Stick-Slip beziehungsweise zum Schmierfilmabriss zwischen Spindel und Mutter kommen. Das Schmiermittel wird durch zu hohe Kantenpressung und allgemein hohen spezifischen Flachendruck aus den Gewindegängen herausgedrückt.
Dieses Herausdrücken wird dann möglich, wenn die Werkstoffe der Gleitlagerpaarung keine Schmiertaschen haben, in denen der Schmierstoff speicherbar ist. Das Resultat sind schwere Folgeschäden in den betroffenen Anlagen in Form von kreischenden Spindeln und fressenden Muttern bis hin zu kompletten thermischen Verschweißungen von ganzen Hubsystemen.
Das oft angeführte Argument der längeren Lebensdauer von gerollten Gewindespindeln kann nicht ausnahmslos bestätigt werden. Das Unternehmen Wirths-Werres konnte dies in einem Dauerbeanspruchungstest nachweisen. „Die gewirbelten Gewindespindeln zeigten auch nach vielen Stunden Betrieb nur minimale Verschleißspuren“, betont Konstrukteur Christian Zahn. Auch die durch das Rollverfahren entstandenen Spannungen im Material führen laut Zahn oft zu kostenintensiver Nacharbeit. Im direkten Vergleich hat sich Wirths-Werres für qualitativ hochwertige Spindeln in gewirbelter Ausführung entschieden, da auch der preisliche Unterschied zwischen gerollten und gewirbelten Spindeln bei vielen Durchmessern mittlerweile zu vernachlässigen ist.
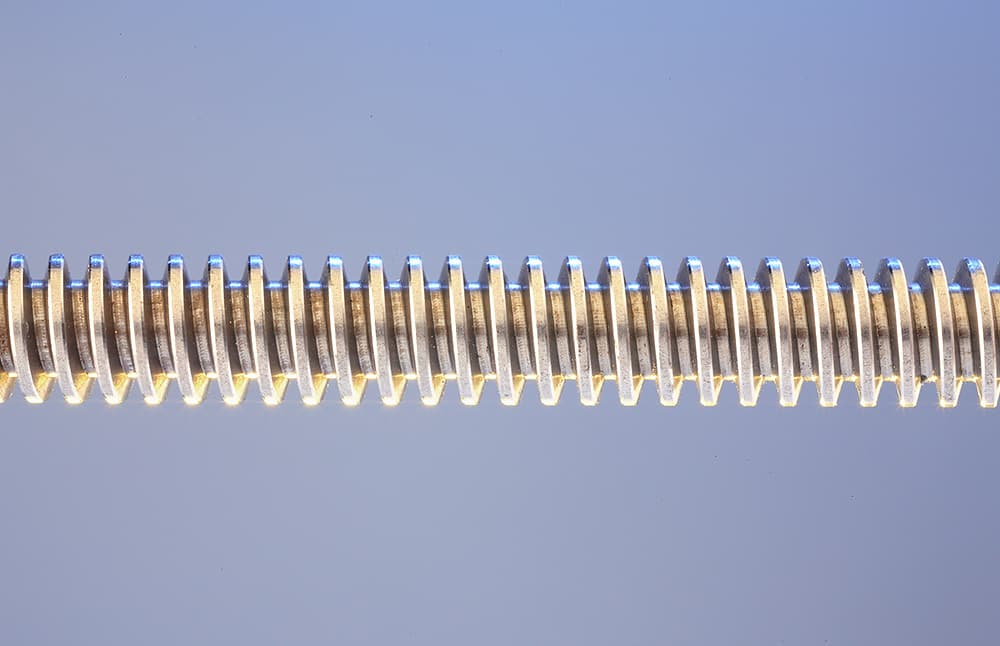
Bornemann Gewindetechnik stellt Gewindespindeln im Wirbelverfahren her. Das Wirbelwerkzeug für die Fertigung von Spindelgewinden besteht aus einem angetriebenen Wirbelring mit einem Satz Profilwerkzeugen und arbeitet im sogenannten Hüllschnitt, da das Werkstuck während der Bearbeitung innerhalb dieses Werkzeugringes rotiert. Da der Hüllschnitt am Außendurchmesser mit Spandicke (und Spantiefe) 0 beginnt und kontinuierlich auf berechnete Spandicke (und Spantiefe beziehungsweise Gewindetiefe) steigt, um dann wieder mit 0 aus dem Werkstuck auszutreten, wird ein sehr weicher Schnitt mit einer sehr glatten Oberfläche erzeugt.
Da ein Werkzeugsatz aus mehreren Einzelschneiden besteht, die nacheinander im unterbrochenen Schnitt arbeiten, entstehen zwischen den einzelnen Schnitten mikroskopisch kleine Unterbrechungen in der Werkstuckoberfläche, die polygonartige, konkave Facetten im μ-Bereich (Schmiertaschen) erzeugen. Diese Schmiertaschen sind das Geheimnis der guten Schmierfilmeigenschaften der gewirbelten Gewindespindeln.
Die Vergleiche der verschiedenen Gewindeherstellungsverfahren lassen folgende Erkenntnis zu: Das Rollen und Schleifen von Gewindeprofilen sind moderne und für viele Einsatzfalle empfehlenswerte Herstellungsverfahren, für den Einsatz von Trapezgewindetrieben für Hubspindelanlagen sollte jedoch das bei Bornemann Gewindetechnik praktizierte Wirbelverfahren bevorzugt werden.
Artikel als PDF » Zurück zur Artikelübersicht
Comments are closed here.