


Предотвращение прерывистого скольжения. Резьбовые профили с микроскопическими смазочными карманами
Шпиндельные редукторы, у которых поверхностное давление и под нагрузкой достигает величин > 20 Н/мм2 и которые работают с малой периферической скоростью, требуют постоянной смазки резьбовых профилей. Частично проблема решается при использовании прецизионных резьбовых соединений фирмы «Борнеманн».
Внезапный скрежет, возникающий в резьбе, для любого опытного техника — тревожный знак. Практика подсказывает, что в этом случае оборудование скоро выйдет из строя. Скрежет – показатель износа; в частности, он может возникать в подшипниках, направляющих и ходовых винтах, применяемых в большегрузной подъемной технике. Причина: недостаточная смазка. Следствие: движение рывками. Два твердых тела – если речь идет о резьбе, это винт и гайка – движутся относительно друг друга толчками. В худшем случае могут возникать микронаварки либо холодные наварки (налипание металла) Есть ли в этом случае вина изготовителя смазочных материалов?
Мориц фон Зоден, руководитель фирмы «Борнеманн Гевиндетехник», утверждает: «Нет, все не так просто. Скольжение может быть прерывистым по разным причинам. Часто это результат взаимодействия совершенно различных факторов. Я считаю, что основой оптимального срока службы резьбы является правильная конструкция резьбового соединения. Особенно важный фактор — качество поверхности резьбы».
Оптимальная смазка боковых поверхностей профилей резьбы; смазочные карманы для устранения эффекта прилипания-проскальзывания
Движение рывками, в русском языке известное также как явление прилипания-проскальзывания или прерывистого скольжения, как правило, исчезает, когда промежуточное вещество или смазочный материал разделяет пару трения. При этом все зависит от совместимости смазочного материала с эластомерными материалами, поведения пластического последействия, подачи масла и защиты от коррозии.
Важную роль играет также сочетание материалов в системе «ходовой винт-гайка». Так, при комбинации чугуна с шаровидным графитом и стали доля железа в обоих материалах может способствовать холодной наварке.
Вне зависимости от подачи смазки, совместимости со смазочным материалом и комбинации материалов фирма «Борнеманн Гевиндетехник» уже при разработке топографии поверхности ходовых винтов и гаек придает большое значение точности. Точность в микронном диапазоне: Микроскопически малые смазочные карманы (углубления на поверхности резьбы) способствуют тому, что смазка остается там, где она нужна (рис. 1а и 1b), в том чиле и при максимальной нагрузке на поверхность.
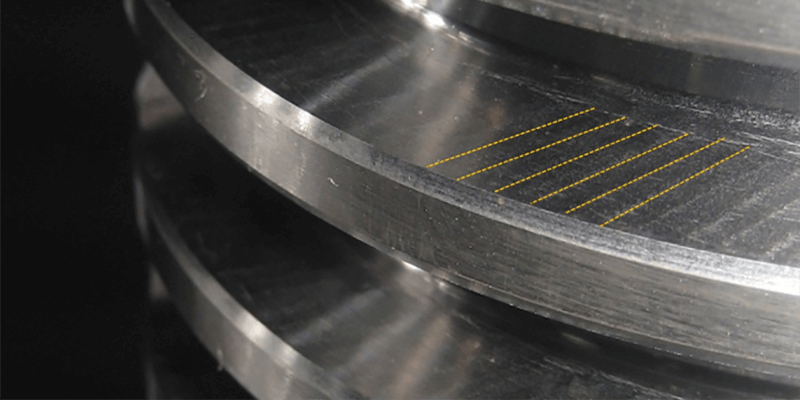
Рис. 1a Для того, чтобы смазка оставалась между ходовым винтом и гайкой, на поверхностях элементов пары трения выполнены миниатюрные смазочные карманы.
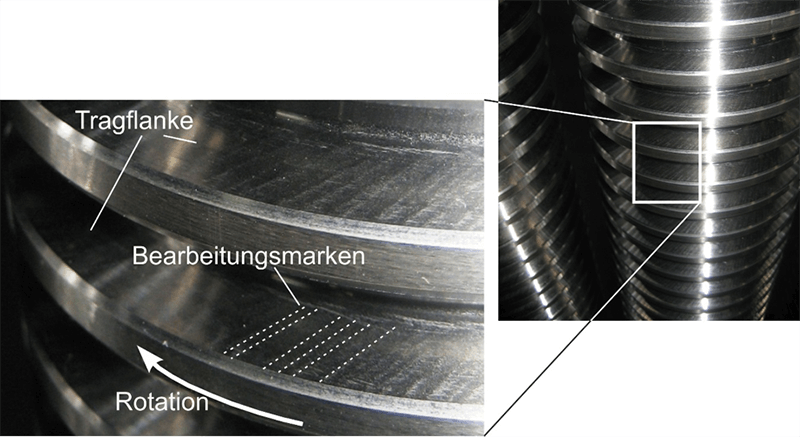
Рис. 1 b
| Tragflanke | Несущая боковая поверхность |
| Bearbeitungsmarken | Следы реза при обработке |
| Rotation | Вращение |
На резьбовых соединениях фирмы «Борнеманн» имеются качественно выполненные смазочные карманы. В данном случае неприменим способ накатки , он не дает возможности формировать углубления на поверхности резьбы. Ходовые винты «Борнеманн» особенно хорошо подходят для применения в большегрузной подъемной технике. Инструмент для изготовления ходовых винтов состоит из кольца с приводом, которое оснащено набором профильных инструментов, и работает с так называемым огибающим резом, так как в процессе обработки заготовка вращается внутри этого формовочного кольца.
Набор инструментов состоит из нескольких отдельных резцов, которые работают последовательно, выполняя прерывистый рез. Благодаря этому между отдельными прорезами возникают микроскопически малые разрывы на поверхности заготовки, которые образуют полигональные вогнутые грани размером в несколько микрон. На первый взгляд эти грани можно принять за брак обработки. На деле же эти следы обработки улучшают эксплуатационные параметры ходовых винтов. Микроскопические углубления в смазанных скользящих контактах могут выполнять роль смазочных микрокарманов. Они заполняются смазкой и препятствуют разрыву смазочной пленки. Как видно из рис. 2а), на смазанных контактах скольжения смазочные микрокарманы обеспечивают повышение гидродинамического давления, которое воздействует перпендикулярно поверхности и позволяет избежать сухого трения.
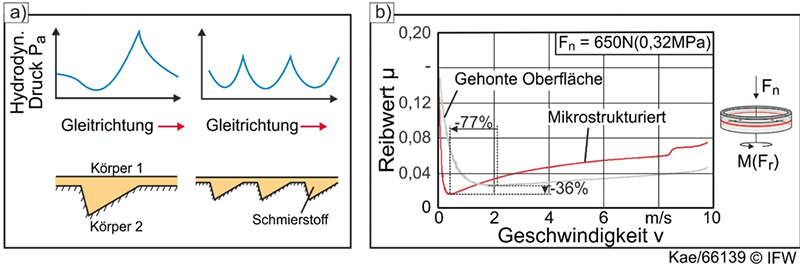
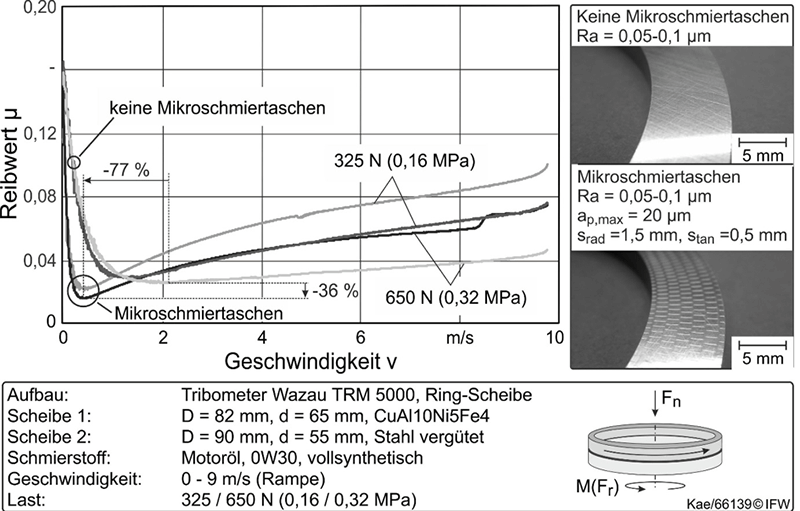
Рис. 2:а) Механизм воздействия смазочных микрокарманов b) Измерение величины трения в микроcтруктурированных образцах [институт им. Лейбница, Ганновер]
| Hydrodyn. Druck P a | Гидродинам. давление Па |
| Gleitrichtung | Направление скольжения |
| Gleitrichtung | Направление скольжения |
| Körper 1 | Тело 1 |
| Körper 2 | Тело 2 |
| Schmierstoff | Смазка |
| Reibwert µ | Коэффициент трения мкм µ |
| Gehonte Oberfläche | Хонингованная поверхность |
| Mikrostrukturiert | Микроструктурированный |
| Geschwindigkeit v | Скорость v |
| Fn = 650N (0,32 Mpa) | Fn = 650N (0,32 Mpa) |
| Fn | Fn |
| M (Fr) | M (Fr) |
| -77% | -77% |
| -36% | -36% |
Исследования дисков трибометра, снабженных смазочными микрокарманами, показывают способность последних при небольших относительных скоростях < 1,5 м/с снижать коэффициент трения и вместе с ним потери на трение, что становится возможным благодаря улучшению подачи смазки (рис. 2b).
Сегодня эти смазочные микрокарманы являются предметом различных исследовательских проектов и в других областях, например, в контактах скольжения между гильзами цилиндров и поршнями. В двигателях внутреннего сгорания эти углубления используются для предотвращения вытекания смазки сбоку из мест соприкосновения и снижения износа, вызванного механическим истиранием. Углубления на несущей боковой поверхности профиля резьбы у ходовых винтов «Борнеманн» также имеют свои преимущества. В частности, их расположение (перпендикулярно движению трения) способствует удерживанию смазки в скользящем контакте и, следовательно, обеспечивает достаточную эффективность смазки.
Мориц фон Зоден подчеркивает: «Разумеется, другие технологии изготовления тоже имеют свои специфические преимущества, однако в большегрузной технике наши резьбовые соединения надежно зарекомендовали себя, особенно в трансмиссиях с трапецеидальной резьбой, испытывающих большие нагрузки. Такая конструкция снижает интенсивность выдавливания смазки. Выполняемые нами смазочные карманы работают как накопитель смазки».
По мнению руководителя фирмы «Борнеманн», часто приводимый аргумент, что ходовые винты с накатанной резьбой служат дольше, на практике не подтверждается. «Более твердая поверхность ходовых винтов с накатанной резьбой не увеличивает срок службы. Как правило, в подъемной технике в качестве быстроизнашивающихся деталей используются бронзовые гайки. По этой причине твердость ходового винта не играет заметной роли с точки зрения износа. Кроме того, проведенные в прошлом испытания на усталостную прочность показали, что наши ходовые винты имеют лишь незначительные следы износа даже после нескольких лет эксплуатации».
Наряду с качеством резьбы решающую роль играет конструкция системы в целом
Только оптимальное взаимодействие резьбы, смазки и технического ухода за оборудованием способно эффективно бороться с явлением прилипания-проскальзывания. К важнейшим подготовительным работам относится очистка поверхности перед нанесением смазки. Кроме того, мы рекомендуем пластичные смазки класса консистенции NLGI 00. Смазка должна заполнять не менее 30 % объема пространства между ходовым винтом и сильфоном. Следующее требование к смазке вытекает из герметичности системы: Поскольку сильфон, как правило, закрыт негерметично, исключить возможность образования конденсата внутри него, в принципе, нельзя. По этой причине смазка должна быть водостойкой и обеспечивать очень хорошую защиту от коррозии.
О фирме «Борнеманн»
«Борнеманн Гевиндетехник» (www.bornemann-gewindetechnik.de) выпускает резьбовые соединения по любым индивидуальным заказам. Вот несколько примеров: индивидуальные решения для использования в подъемной технике и в строительстве гидротехнических сооружений с применением металлоконструкций, а также в сценическом оборудовании и задвижках плотин. Наряду со сложной работой при изготовлении по индивидуальным заказам упорных резьбовых соединений, шнеков и многозаходной резьбы основным направлением деятельности является изготовление крупногабаритных готовых для монтажа трапецеидальных ходовых винтов и наборов гаек. Сырьем могут служить все материалы, поддающиеся обработке резанием. Стандартные размеры ходовых винтов: диапазон диаметров – от 10 до 180 мм, длина – до 10 м. Технология изготовления, усовершенствованная фирмой «Борнеманн», позволяет выпускать резьбовые соединения с поверхностями, имеющими качество шлифованных поверхностей.
Эффект прилипания-проскальзывания и его последствия: Неприятные шумы и повышенный износ
Явление прерывистого скольжения встречается и в повседневной жизни. Когда скрипят двери, скрежещет обод колеса или вибрируют стеклоочистители на ветровом стекле, это означает, что трение сцепления больше, чем трение скольжения. Однако именно в технике в сфере промышленности движение рывками очень быстро становится проблемой: Это признак недостаточной смазки профилей резьбы и причина повышенного износа (рис. 3). В самом плохом случае это может привести к холодной наварке всей системы «ходовой винт-гайка».
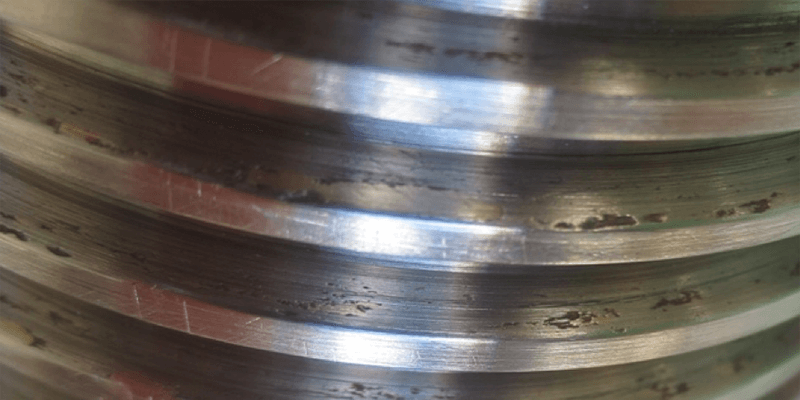
Рис. 2 Если резьбу заело, помощь, как правило, уже опоздала.
| Reibwert µ | Коэффициент трения мкм |
| Keine Mikroschmiertaschen | Смазочные микрокарманы отсутствуют |
| -77% | -77% |
| 325 N (0,16 MPa) | 325 Н (0,16 МПа) |
| Mikroschmiertaschen | Смазочные микрокарманы |
| -36 % | -36 % |
| 650 N (0,32 MPa) | 650 N (0,32 МПа) |
| Geschwindigkeit v | Скорость v |
| Keine Mikroschmiertaschen | Смазочные микрокарманы отсутствуют |
| Ra = 0,05-0,1 µm | Ra = 0,05-0,1 мкм |
| Mikroschmiertaschen | Смазочные микрокарманы |
| Ra = 0,05-0,1 µm | Ra = 0,05-0,1 мкм |
| Ap,max = 20µm | Ap,max = 20мкм |
| Srad =1,5 mm, Stan =0,5 mm | Srad =1,5 mm, Stan =0,5 мм |
| Aufbau: | Компоновка: |
| Tribometer Wazau TRM 5000, Ring-Scheibe | Трибометр Wazau TRM 5000, кольцо-диск |
| Scheibe 1: | Диск 1: |
| D = 82 mm, d= 65 mm, CuAl10Ni5Fe4 | D = 82 mm, d= 65 мм, CuAl10Ni5Fe4 |
| Scheibe 2: | Диск 2: |
| D = 90 mm, d = 55 mm, Stahl vergütet | D = 90 мм, d = мм, улучшенная сталь |
| Schmierstoff: | Смазка: |
| Motoröl, 0W30, vollsynthetisch | Моторное масло, 0W30, полностью синтетическое |
| Geschwindigkeit: | Скорость: |
| 0-9 m/s (Rampe) | 0-9 m/s (рампа) |
| Last: | Нагрузка: |
| 325/ 650 N (0,16 ( 0,32 МПа) | 325/ 650 N (0.16 ( 0.32 МПа) |
| Fn | Fn |
| M(Fr) | M(Fr) |
Comments are closed here.