


Contro l’effetto stick e slip: profili filettati con microscopici depositi per lubrificante
Gli azionamenti a vite elicoidale che sotto carico raggiungono una compressione superficiale pari a > 20 N/mm2 e operano a velocità periferiche limitate necessitano di una lubrificazione costante dei profili filettati. Una parziale soluzione è rappresentata dalle filettature di precisione di Bornemann.
L’improvviso stridio delle filettature è ragione di allarme per gli operatori specializzati. L’esperienza insegna infatti che tale sintomo preannuncia un imminente guasto dell’impianto. Lo stridio è sintomo di usura e insorge soprattutto in prossimità dei cuscinetti, delle guide e dei meccanismi filettati impiegati nel settore della tecnologia di sollevamento per carichi pesanti. La causa di tutto: una mancata lubrificazione. La conseguenza immediata: l’effetto stick e slip. Tale effetto fa sì che due corpi solidi, che nel caso della filettatura sono il mandrino e il dado, si spostino bruscamente l’uno sull’altro causando nel peggiore dei casi micro saldature o saldature a freddo. Chi è il responsabile di tutto questo? Forse il produttore del lubrificante utilizzato?
“No”, spiega Moritz von Soden, direttore amministrativo di Bornemann Gewindetechnik, “il tutto non si esaurisce qui. Le cause dell’effetto stick e slip sono molteplici. Spesso sono diversi i fattori che, combinandosi, causano questo effetto. Ciò che, però, a mio parere garantisce una durata ottimale delle filettature è la loro struttura: la buona qualità delle superfici filettate è un fattore imprescindibile”.
La lubrificazione ottimale delle fasce delle filettature: depositi per lubrificante per contrastare l’effetto stick e slip
L’effetto stick e slip sparisce non appena tra le due parti a contatto viene inserito un lubrificante o una sostanza intermedia. A questo proposito è necessario considerare anche la compatibilità del lubrificate con i materiali elastomeri, il comportamento del flusso, la quantità di olio e il grado di protezione anti-corrosione.
Anche l’accoppiamento dei materiali del sistema mandrino e dado è un fattore da non sottovalutare. Un accoppiamento di ghisa sferoidale e acciaio può ad esempio fare sì che il contenuto ferroso dei due materiali favorisca una saldatura a freddo.
Indipendentemente dall’aggiunta di lubrificante, dalla compatibilità dello stesso e dall’accoppiamento di materiali, Bornemann Gewindetechnik si concentra sulla massima precisione già in fase di elaborazione della topografia delle superfici dei meccanismi filettati e dei dadi. La precisione è massima anche nelle parti microscopiche: è infatti grazie ai microscopici depositi per lubrificante, ovvero minuscole rientranze sulla superficie delle filettature, che il lubrificante riesce a rimanere nei punti in cui è più necessario (fig. 1 a+b). Anche naturalmente in presenza di uno sfruttamento massimo delle superfici.
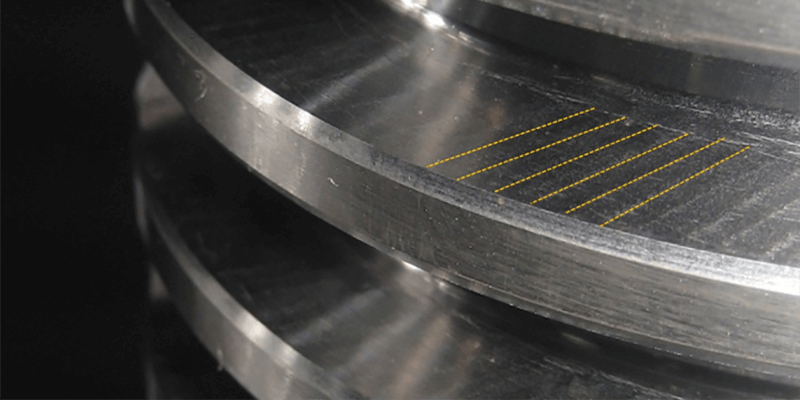
Figura 1a Affinché il lubrificante rimanga sempre nello spazio tra mandrino e dado sono stati inseriti dei minuscoli depositi per lubrificante sulla superficie delle parti a contatto.
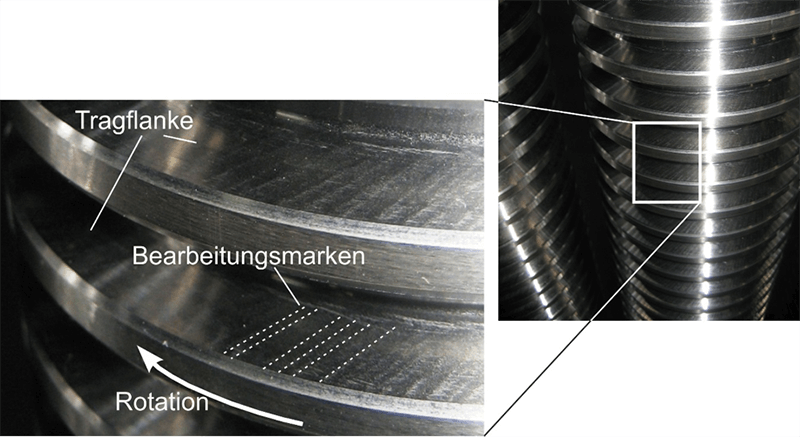
Figura 1b
| Tragflanke | Supporto |
| Bearbeitungsmarken | Segni di lavorazione |
| Rotation | Rotazione |
Le filettature realizzate da Bornemann fanno affidamento su questi importanti depositi per lubrificante. La rotazione, che non richiede né permette la realizzazione degli avvallamenti sulla superficie filettata, non costituisce una valida alternativa alla soluzione descritta. È proprio per questo che, in particolare nel settore della tecnologia di sollevamento per carichi pesanti, trovano un coerente impiego i meccanismi filettati di Bornemann. Lo strumento utilizzato per la realizzazione dei meccanismi filettati è costituito da un anello azionato sul quale è montato un kit di strumenti di profilatura che opera con un sistema avvolgente che prevede la rotazione del pezzo in lavorazione all’interno di questo anello di strumenti.
Il kit di strumenti è provvisto di singole lame che operano una dopo l’altra senza interruzione. La successione delle lame produce microscopici intervalli sulla superficie del pezzo in lavorazione che corrispondono a sfaccettature concave poligonali di dimensioni millesimali. A prima vista queste sfaccettature appaiono come errori di fabbrica, ma in realtà sono proprio questi segni che garantiscono il funzionamento ottimale dei meccanismi filettati. I microscopici avvallamenti fungono infatti da microscopici depositi per il lubrificante inserito tra due parti a contatto che non rischia così di defluire. Come raffigurato nella figura 2a), questi microscopici depositi, quando due corpi lubrificati sono a contatto tra loro, comportano una pressurizzazione idrodinamica che non altera le superfici, ma impedisce l’attrito tra i due corpi solidi.
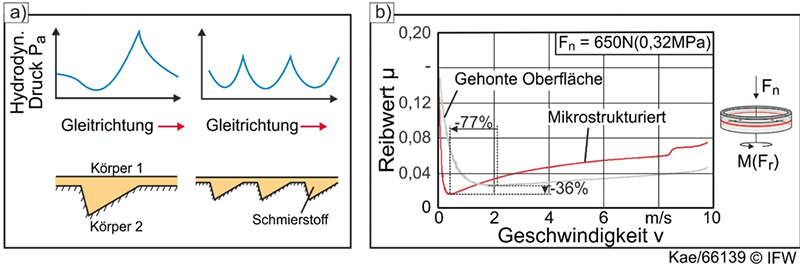
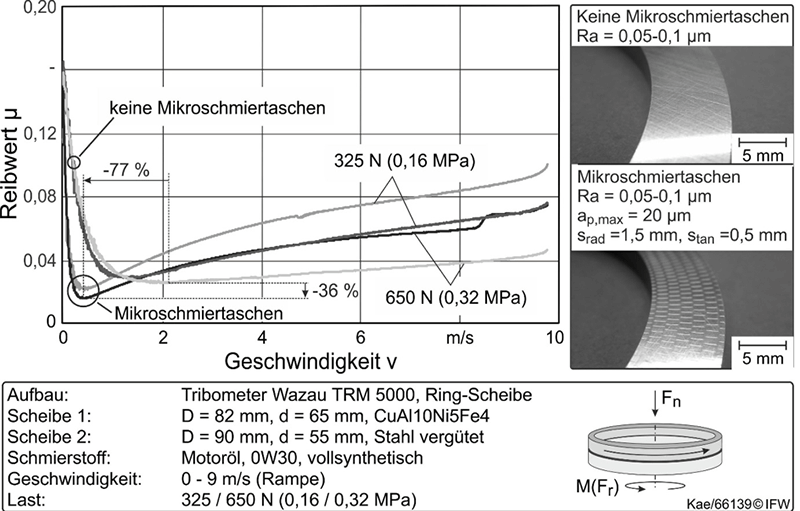
Figura 2a) Meccanismo di funzionamento dei micro depositi per il lubrificante b) Misurazione dell’attrito con campioni micro strutturati [IFW Hannover]
| Hydrodyn. Druck P a | Hydrodyn. Pressione P a |
| Gleitrichtung | Verso |
| Gleitrichtung | Verso |
| Körper 1 | Corpo 1 |
| Körper 2 | Corpo 2 |
| Schmierstoff | Lubrificante |
| Reibwert µ | Attrito µ |
| Gehonte Oberfläche | Superficie levigata |
| Mikrostrukturiert | Micro strutturato |
| Geschwindigkeit v | Velocità v |
| Fn = 650N (0,32 Mpa) | Fn = 650N (0,32 Mpa) |
| Fn | Fn |
| M (Fr) | M (Fr) |
| -77% | -77% |
| -36% | -36% |
Gli esperimenti condotti su lastre del tribometro provviste di micro depositi per lubrificante dimostrano che gli stessi presentano un elevato potenziale di diminuzione del valore dell’attrito e delle perdite comportate dall’attrito stesso in condizioni di velocità relativa ridotta pari a < 1,5 m/s e migliorando il rilascio del lubrificante durante il contatto (fig. 2b).
I micro depositi per il lubrificante sono oggigiorno già oggetto di studi si ricerca per altre applicazioni, come ad esempio il contatto tra le boccole cilindriche e i pistoni. Nel motore a combustione gli avvallamenti vengono impiegati per prevenire il deflusso laterale del lubrificante rispetto al punto di contatto, al fine di ridurre conseguentemente le perdite causate dall’attrito e con esse l’usura derivante dallo sfregamento meccanico. Gli stessi vantaggi sono garantiti dagli avvallamenti applicati sui supporti dei meccanismi filettati di Bornemann. È soprattutto il modo in cui sono applicati, ovvero verticalmente rispetto al movimento di strofinamento, a favorire la permanenza del lubrificante nel punto di contatto per il completo espletamento della sua funzione.
“Naturalmente anche gli altri processi produttivi hanno i loro vantaggi specifici”, sottolinea Moritz von Soden, “ma nel settore della tecnologia di sollevamento per carichi pesanti e in particolar modo negli azionamenti a vite trapezoidale soggetti a carichi pesanti le nostre filettature hanno dato prova di eccellenza. I lubrificanti vengono espulsi in misura notevolmente inferiore. I micro avvallamenti da noi applicati fungono da veri e propri depositi.”
L’argomentazione che viene spesso avanzata secondo cui i meccanismi filettati avvolti vantano una durata maggiore non è confermata nella pratica secondo il direttore amministrativo di Bornemann. “La superficie più dura dei mandrini avvolti non promuove una maggiore durata. Nel settore della tecnologia di sollevamento di solito i dadi in bronzo vengono impiegati come materiale di consumo. La durezza dei mandrini quindi non gioca un ruolo considerevole dal punto di vista dell’usura. I test di carico prolungato in passato hanno dimostrato che i nostri meccanismi filettati presentano segni di usura davvero minimi anche dopo molti anni.”
Oltre alla qualità delle filettatura, quello che conta è il sistema nel suo complesso
L’effetto stick e slip può essere contrastato solo dall’azione concertata della filettatura, del lubrificante e della manutenzione. La pulizia della superficie prima dell’applicazione del lubrificante è una delle operazioni preventive a cui non si può rinunciare. Si consiglia a tal proposito l’impiego di grassi della classe di consistenza NL GI 00. La quantità di grasso apportato dovrebbe corrispondere al 30% del volume tra mandrino e soffietto. Esiste poi un ulteriore requisito che il lubrificante deve soddisfare che dipende dalla densità del sistema: dal momento che il soffietto solitamente non è chiuso ermeticamente, è impossibile escludere che si formi della condensa al suo interno. Per questo motivo il lubrificante deve presentare un’elevata impermeabilità e consentire al contempo una buona protezione anti-corrosione.
Informazioni su Bornemann
Bornemann Gewindetechnik (www.bornemann-gewindetechnik.de) produce filettature di ogni forma. Tra i suoi prodotti figurano le soluzioni speciali per le applicazioni nel settore degli impianti di sollevamento e dell’ingegneria idraulica, nonché per campi quali la scenotecnica e le serrande per dighe. Oltre alla progettazione su misura di filettature a dente di sega, di convogliatori a coclea e di filettature a più viti, l’azienda si distingue per la produzione di meccanismi filettati trapezoidali e di dadi di dimensioni notevoli pronti all’uso. I materiali di costruzione sono i più diversi. Le dimensioni standard delle filettature spaziano dai 10 ai 180 mm di diametro e raggiungono i 10 m di lunghezza. Grazie al processo di produzione ottimizzato da Bornemann è possibile inserire superfici filettate all’interno di strumenti per la levigatura.
Lo stick e slip e le sue conseguenze: rumori fastidiosi e una maggiore usura.
L’effetto stick e slip fa parte della realtà quotidiana. Porte che scricchiolano, pneumatici che cigolano sui binari, tergicristallo che sbattono sul vetro: si tratta di attrito per aderenza, molto maggiore dell’attrito per scorrimento. Soprattutto nel campo delle applicazioni tecniche industriali, l’effetto stick e slip rappresenta un problema non indifferente: innanzitutto è un sintomo di grande usura, inoltre indica una carenza di lubrificazione dei profili filettati (figura 3). In casi estremi questo effetto può comportare anche la saldatura a freddo dell’intero sistema costituito da mandrino e dado.
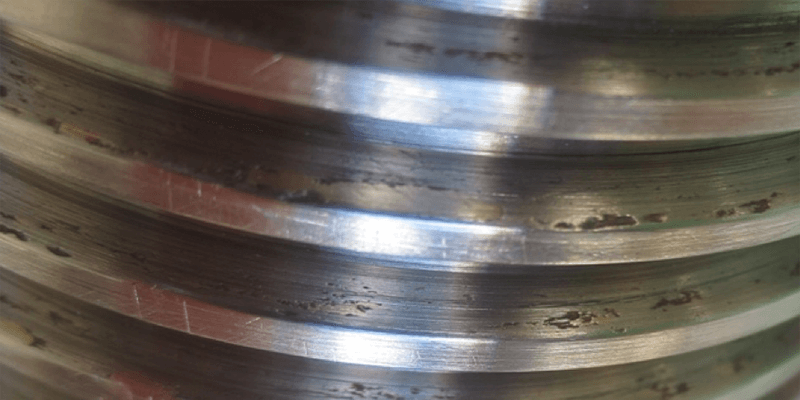
Figura 2 Quando la filettatura so è corroso è ormai tardi per intervenire.
| Reibwert µ | Attrito µ |
| Keine Mikroschmiertaschen | Nessuna micro dentellatura |
| -77% | -77% |
| 325 N (0,16 MPa) | 325 N (0,16 MPa) |
| Mikroschmiertaschen | Micro dentellature |
| -36 % | -36 % |
| 650 N (0,32 MPa) | 650 N (0,32 MPa) |
| Geschwindigkeit v | Velocità v |
| Keine Mikroschmiertaschen | Sem micro bolsas de lubrificação |
| Ra = 0,05-0,1 µm | Ra = 0,05-0,1 µm |
| Mikroschmiertaschen | Nessuna micro dentellatura |
| Ra = 0,05-0,1 µm | Ra = 0,05-0,1 µm |
| Ap,max = 20µm | Ap,max = 20µm |
| Srad =1,5 mm, Stan =0,5 mm | Srad =1,5 mm, Stan =0,5 mm |
| Aufbau: | Struttura: |
| Tribometer Wazau TRM 5000, Ring-Scheibe | Tribometro Wazau TRM 5000, rondella ad anello |
| Scheibe 1: | Rondella 1: |
| D = 82 mm, d= 65 mm, CuAl10Ni5Fe4 | D = 82 mm, d= 65 mm, CuAl10Ni5Fe4 |
| Scheibe 2: | Rondella 2: |
| D = 90 mm, d = 55 mm, Stahl vergütet | D = 90 mm,d = 55 mm,bonificata con acciaio |
| Schmierstoff: | Lubrificante: |
| Motoröl, 0W30, vollsynthetisch | olio motore, 0W30, completamente sintetico |
| Geschwindigkeit: | Velocità: |
| 0-9 m/s (Rampe) | 0-9 m/s (rampa) |
| Last: | Carico: |
| 325/ 650 N (0,16 ( 0,32 MPa) | 325/ 650 N (0.16 ( 0.32 MPa) |
| Fn | Fn |
| M(Fr) | M(Fr) |
Comments are closed here.