


Countering the Slip-Stick Phenomenon: Threaded Profiles with Microscopic Lubricant Reservoirs
The thread profiles on worm gear screw jacks that are subjected to a surface pressure of > 20 N/mm2 under load and that operate at low circumferential speeds require constant lubrication. Bornemann precision threads offer part of the solution.
Threads that suddenly screech set off alarms for experienced machine operators. Experience has shown that it will not be much longer until a system fails. The screeching is a sign of wear and is especially likely to occur on bearings, guides and threaded spindles in the field of heavy-duty lifting technology. The reason: a lack of lubrication. The result: stick-slip. Two solid bodies – in the case of a thread, the spindle and nut – make contact with each other in a jerking motion. In the worst cases, it can result in micro-welding or cold welding. So is the lubricant manufacturer to blame?
“No”, says Moritz von Soden, Managing Director at Bornemann Gewindetechnik. “It’s not that simple. The causes of the stick-slip phenomenon are many. It’s often a combination of a variety of different influences. However, in my opinion, the basis for ensuring the optimal service life of a thread is in its design. The quality of the thread surface is a major factor.”
Optimum lubrication for thread flanks – pockets of lubrication to counter the stick-slip phenomenon
The stick-slip phenomenon, or simply stick-slip, usually disappears as soon as an intermediate material or lubricant separates the contacting surfaces. Its effect also depends on the compatibility of the lubricant with elastomer materials, backflow behaviour, the delivery of the oil and the level of corrosion protection.
Another decisive factor is the material combination in the spindle/nut system. For instance, in a pairing of spheroidal cast iron and steel, the iron content in both materials can promote cold welding.
Rather than focussing on lubricant supply, lubricant compatibility and material combinations, Bornemann Gewindetechnik places an emphasis on precision in the development of the surface topography of threaded spindles and nuts. Precision at a microscopic level: microscopic pockets of lubrication – recesses on the threaded surface – help to retain lubricant where it is needed (figures 1a and b), even under the highest surface loads.
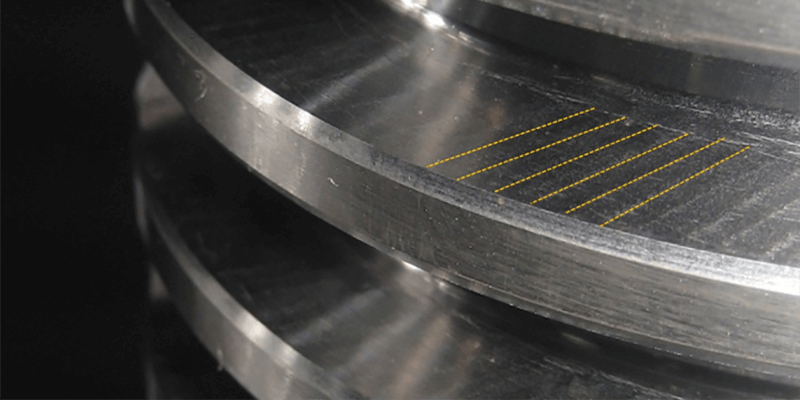
Figure 1a: To retain the lubricant between the spindle and nuts, microscopic pockets of lubrication are incorporated into the surfaces of the contacting parts.
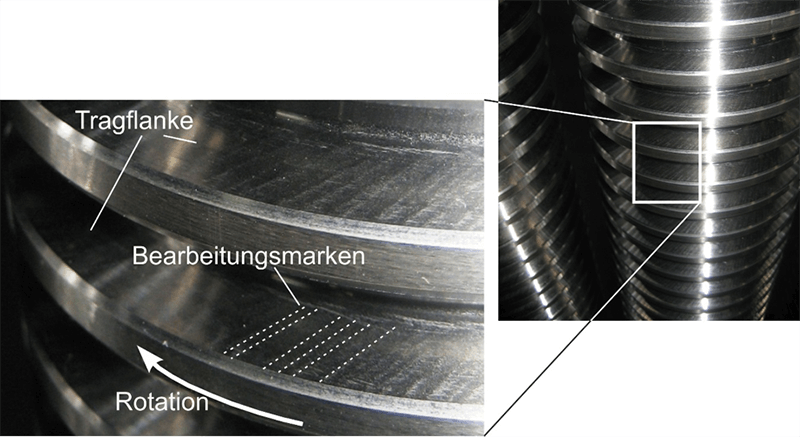
Figure 1b
| Tragflanke | Support flank |
| Bearbeitungsmarken | Machining marks |
| Rotation | Rotation |
The threads produced by Bornemann reliably exhibit these important pockets of lubrication. The thread rolling method cannot produce recesses on the thread surface and therefore offers no such alternative. As a result, Bornemann threaded spindles are especially popular in the field of heavy-duty lifting technology. The tool for producing threaded spindles consists of a driven ring with a set of profile dies. During machining, it makes profiling cuts as the workpiece rotates within the die ring.
A die set consists of several individual cutting edges that operate one after the other to make an interrupted cut. During this process, microscopic recesses are made in the workpiece surface between the individual cuts and form polygonal, concave chamfers amounting to just micrometres. At first glance, these recesses seem like manufacturing defects. In fact, these machining marks improve the operational behaviour of the threaded spindles. Microscopic recesses can act as micro-pockets of lubrication during lubricated frictional contact. These pockets fill up with lubricant, and therefore counteract any breaks in the lubricating film. As you can see in figure 2a, the micro-pockets of lubrication cause a hydrodynamic build-up of pressure during lubricated sliding contact between two solid bodies. This build-up of pressure acts perpendicularly to the surface and prevents solid-state friction.
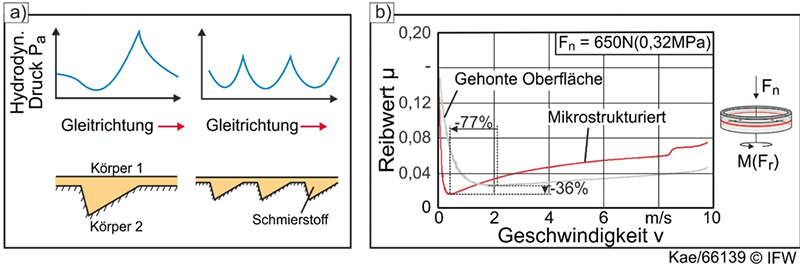
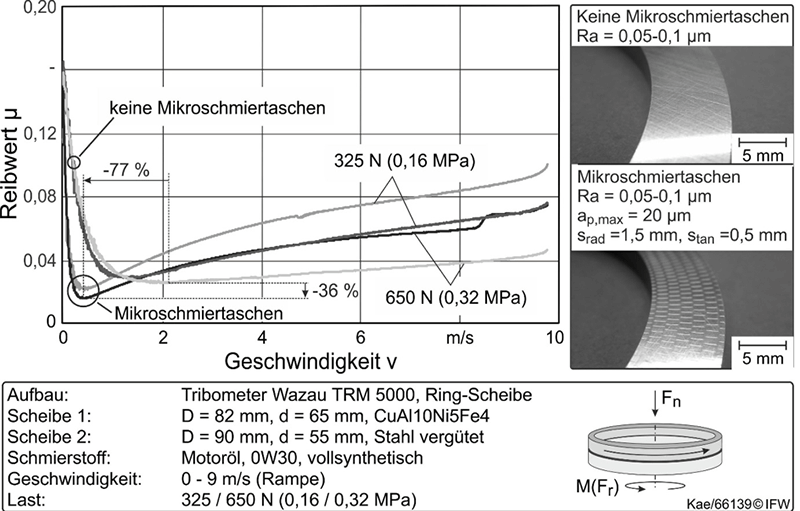
Figure 2a: Effect of micro-pockets of lubrication, b: Friction measurement of micro-structured samples [Institute of Production Engineering and Machine Tools, Leibniz Universität Hannover (IFW Hannover)]
| Hydrodyn. Druck P a | Hydrodyn. pressure P a |
| Gleitrichtung | Sliding direction |
| Gleitrichtung | Sliding direction |
| Körper 1 | Body 1 |
| Körper 2 | Body 2 |
| Schmierstoff | Lubricant |
| Reibwert µ | Coefficient of friction µ |
| Gehonte Oberfläche | Honed surface |
| Mikrostrukturiert | Micro-structured |
| Geschwindigkeit v | Speed v |
| Fn = 650N (0,32 Mpa) | Fn = 650N (0,32 Mpa) |
| Fn | Fn |
| M (Fr) | M (Fr) |
| -77% | -77% |
| -36% | -36% |
Testing on tribometer discs equipped with micro-pockets of lubrication shows the potential of micro-pockets of lubrication to reduce the coefficient of friction and therefore frictional losses at low relative speeds of less than 1.5 m/s by improving the supply of lubricant during frictional contact (figure 2b).
These micro-pockets of lubrication are already the subject of various research projects in other fields (in frictional contact between cylinder bushings and pistons, for instance). In internal combustion engines, these recesses are used to prevent lubricant from running off the contact point and reduce the friction losses and wear caused by mechanical abrasion. The recesses also provide equivalent benefits on the thread support flank of Bornemann threaded spindles. In particular, their orientation, which is perpendicular to the frictional motion, helps to keep the lubricant in place during frictional contact and ensure the appropriate lubricating effect.
“Naturally, other manufacturing processes also offer specific advantages,” explains Moritz von Soden, “but our threads have proven their worth in heavy-duty engineering, especially in highly stressed trapezoidal screw drives. Much less lubricant is squeezed out. The lubrication pockets that we introduce act like lubricant reservoirs.”
The commonly held opinion that rolled threaded spindles have a longer service life is not something that the Bornemann CEO has seen confirmed in practice. “The harder surface on rolled spindles does not lead to a longer service life. In lifting technology, bronze nuts are generally used as wearing parts. The hardness of the spindles is therefore technically not a significant factor in terms of wear. Furthermore, previous endurance tests have demonstrated that our threaded spindles show only minimal signs of wear even after many years of operation.”
Alongside thread quality, the overall system is crucial
Only the optimum combination of thread, lubricant and plant maintenance can counteract the slip-stick phenomenon. Cleaning the surface before applying the lubricant is one of the most important preparatory tasks. We also strongly recommend fluid greases with consistency class NLGI 00. The amount of grease should be at least 30% of the volume between the spindle and the bellows. Another requirement for the lubricant is derived from the tightness of the system: Since the bellows are usually not hermetically sealed, the formation of condensation within them generally cannot be ruled out. The lubricant must therefore have a high level of water resistance and must provide very effective corrosion protection.
About Bornemann
Bornemann Gewindetechnik (www.bornemann-gewindetechnik.de) manufactures threads of all special shapes and sizes. We produce custom solutions for lifting technology and hydraulic steelwork applications, and platform equipment and gate valves for dams, to name just a few. Alongside challenging high-precision work on buttress threads, feedscrews and multi-start threads, we also focus on the production of large, ready-to-install trapezoidal thread spindles and nut sets. Any kind of machinable material can be used as the starting material. The standard sizes for threaded spindles range in diameter from 10 to 180 mm and up to 10 m in length. Bornemann’s optimised manufacturing process produces thread surfaces that achieve a quality equivalent to ground threads.
Stick-slip and the consequences: Awful noises and increased wear.
The stick-slip phenomenon is also common in everyday life. When doors creak, when wheels screech on rails or when wipers squeak on the windscreen, the static friction is greater than the sliding friction. However, in technical applications in industrial environments especially, the stick-slip phenomenon quickly becomes a problem: it is an indication of increased wear and a lack of lubrication on thread profiles (figure 3). In extreme cases, it can even cause cold welding throughout the entire spindle/nut system.
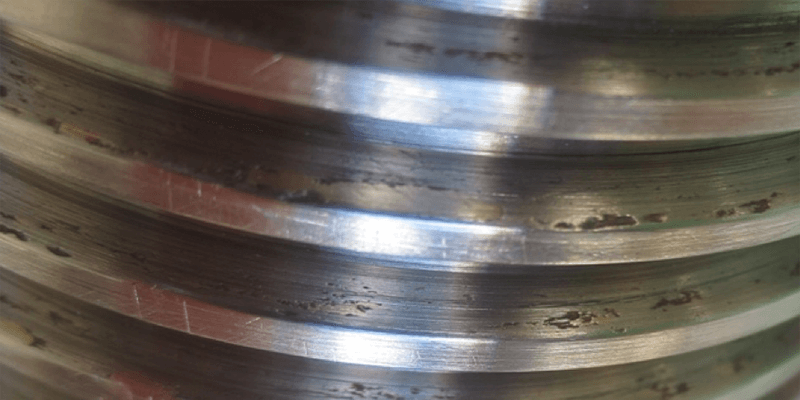
Figure 2 Once the thread has galled, it is often too late for help.
| Reibwert µ | Coefficient of friction µ |
| Keine Mikroschmiertaschen | No micro-pockets of lubrication |
| -77% | -77% |
| 325 N (0,16 MPa) | 325 N (0,16 MPa) |
| Mikroschmiertaschen | Micro-pockets of lubrication |
| -36 % | -36 % |
| 650 N (0,32 MPa) | 650 N (0,32 MPa) |
| Geschwindigkeit v | Speed v |
| Keine Mikroschmiertaschen | No micro-pockets of lubrication |
| Ra = 0,05-0,1 µm | Ra = 0,05-0,1 µm |
| Mikroschmiertaschen | Micro-pockets of lubrication |
| Ra = 0,05-0,1 µm | Ra = 0,05-0,1 µm |
| Ap,max = 20µm | Ap,max = 20µm |
| Srad =1,5 mm, Stan =0,5 mm | Srad =1,5 mm, Stan =0,5 mm |
| Aufbau: | Design: |
| Tribometer Wazau TRM 5000, Ring-Scheibe | tribometer Wazau TRM 5000, ring disk |
| Scheibe 1: | Disk 1: |
| D = 82 mm, d= 65 mm, CuAl10Ni5Fe4 | D = 82 mm, d= 65 mm, CuAl10Ni5Fe4 |
| Scheibe 2: | Disk 2: |
| D = 90 mm, d = 55 mm, Stahl vergütet | D = 90 mm,d = 55 mm,steel, tempered |
| Schmierstoff: | Lubricant: |
| Motoröl, 0W30, vollsynthetisch | engine oil, 0W30, fully synthetic |
| Geschwindigkeit: | Speed: |
| 0-9 m/s (Rampe) | 0-9 m/s (ramp) |
| Last: | Load: |
| 325/ 650 N (0,16 ( 0,32 MPa) | 325/ 650 N (0.16 ( 0.32 MPa) |
| Fn | Fn |
| M(Fr) | M(Fr) |
Comments are closed here.